4 easy ways to avoid polymer build errors
Here at 3T Additive Manufacturing we assess and build multiple applications every day. This experience means we know what design errors to look out for and can guide our customers on future builds. Here are 3 of our top design tips to help you iron out any potential issues with your parts when building in SLS.
1. The 1mm rule
Parts thinner than 1mm may be fragile, so it is best to keep all your geometry above this. Yes, these thin sections will form but best to be on the safe side. Clearances less than 1mm may fuse together, so it is best to keep all channels above 1mm too. This is most important with surfaces that are directly offset, like holes or sliding channels.
![]()
![]()
![]()
If you are designing moving parts, like these gear models, we used 0.7mm clearance on them and they were ok but best to keep above if you can.

We are always happy to review your designs and recommend changes. Please feel free to email us
2. Check your dimensions
Check your XYZ dimensions, the maximum size that we can build at 3T are roughly 685x365x565mm.

The chamber on our largest machine, the P7 is larger than this, but we work within the above build area to ensure your parts are built correctly.
If your designs are larger than these dimensions, then they can always be split into two and be welded together – this is of course polymer welding, not metals.
To ensure strength is not compromised, we use dovetail joints along the join.
3. Hollow your parts
Avoiding large solid sections is always recommended. Not only will your parts be more expensive, it will take longer to build and to cool. The finished sintered parts are remarkably stiff and shelling your parts should not compromise the strength of your parts too much.
Full details on mechanical properties can be found here, but if you require particularly stiff parts you can always order in Glass Filled Nylon at no added cost. This is a polymer-ceramic composite which is not offered by many of our competitors.
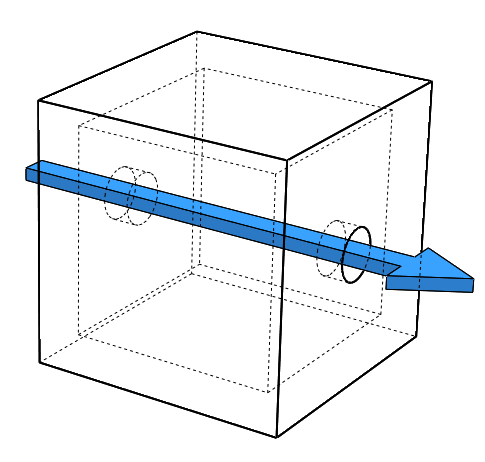
If you do hollow your parts and want the powder removed this will require entry and exit holes so we can use an airgun to remove the residual powder.
4. File formats
We always appreciate files being sent in high quality STL format.
We will accept files in a range of different formats: STP, OBJ, IGS, STL, X_T, SLDPRT, CATPART and ultimately the best file format is the one which makes your workflow easiest! But will inevitably have to convert your STEP or IGES files into STL before building it and this can (very rarely) cause issues. Supplying STLs will eliminate that risk.
Written by: Tim Illand